|
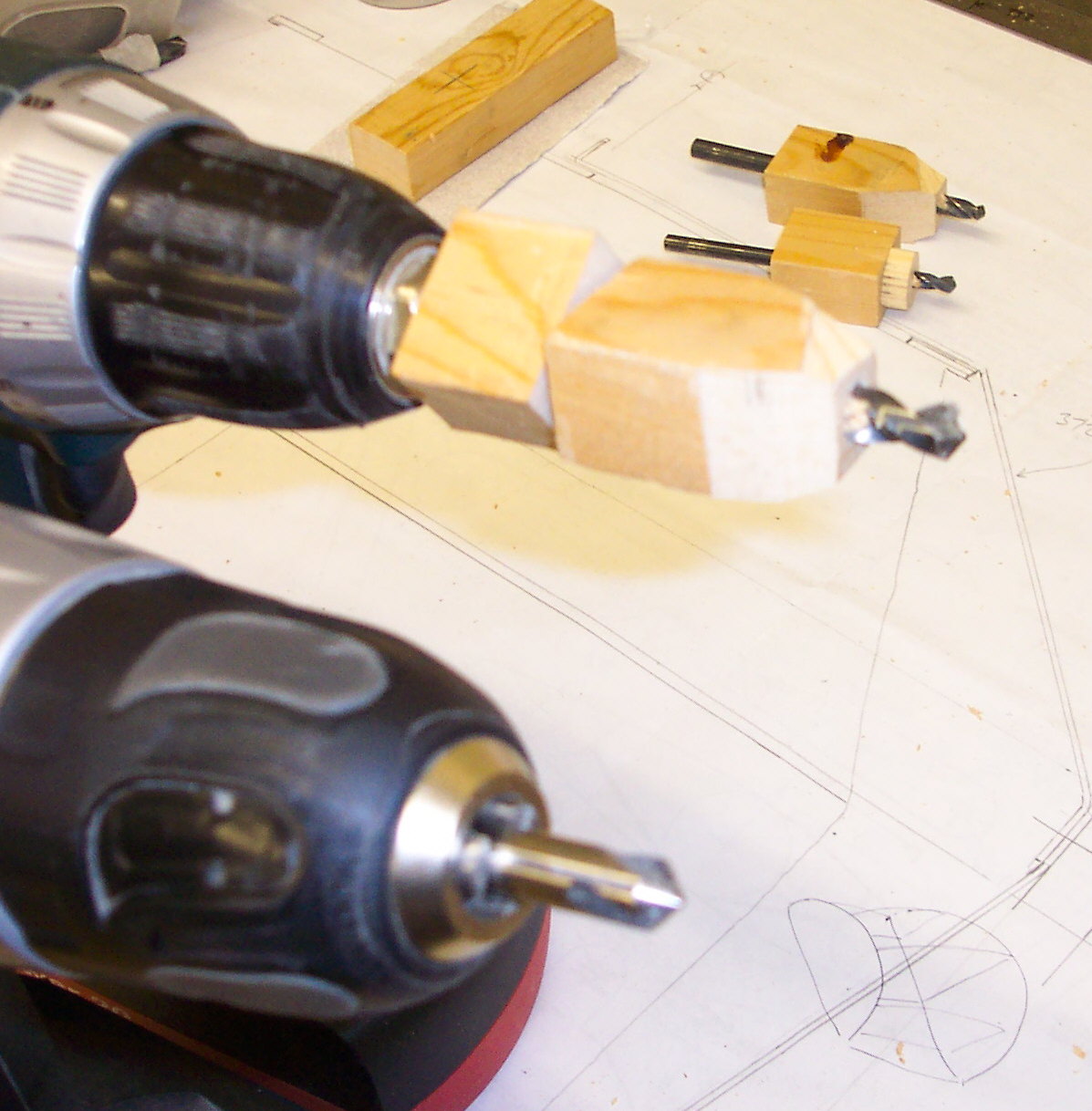
Hi all, I have just finished making and fitting 86 'nutserts' to the front end of the R. These are made from 8mm (5/16") diameter Tufnol rod. They are eventually threaded to take the stainless steel 8-32 slotted machine screws that will fix the aluminium panels all around the nose area (not the cowl, that is a separate issue as yet untackled). As the method is effective, easy and cheap I thought I would share it.
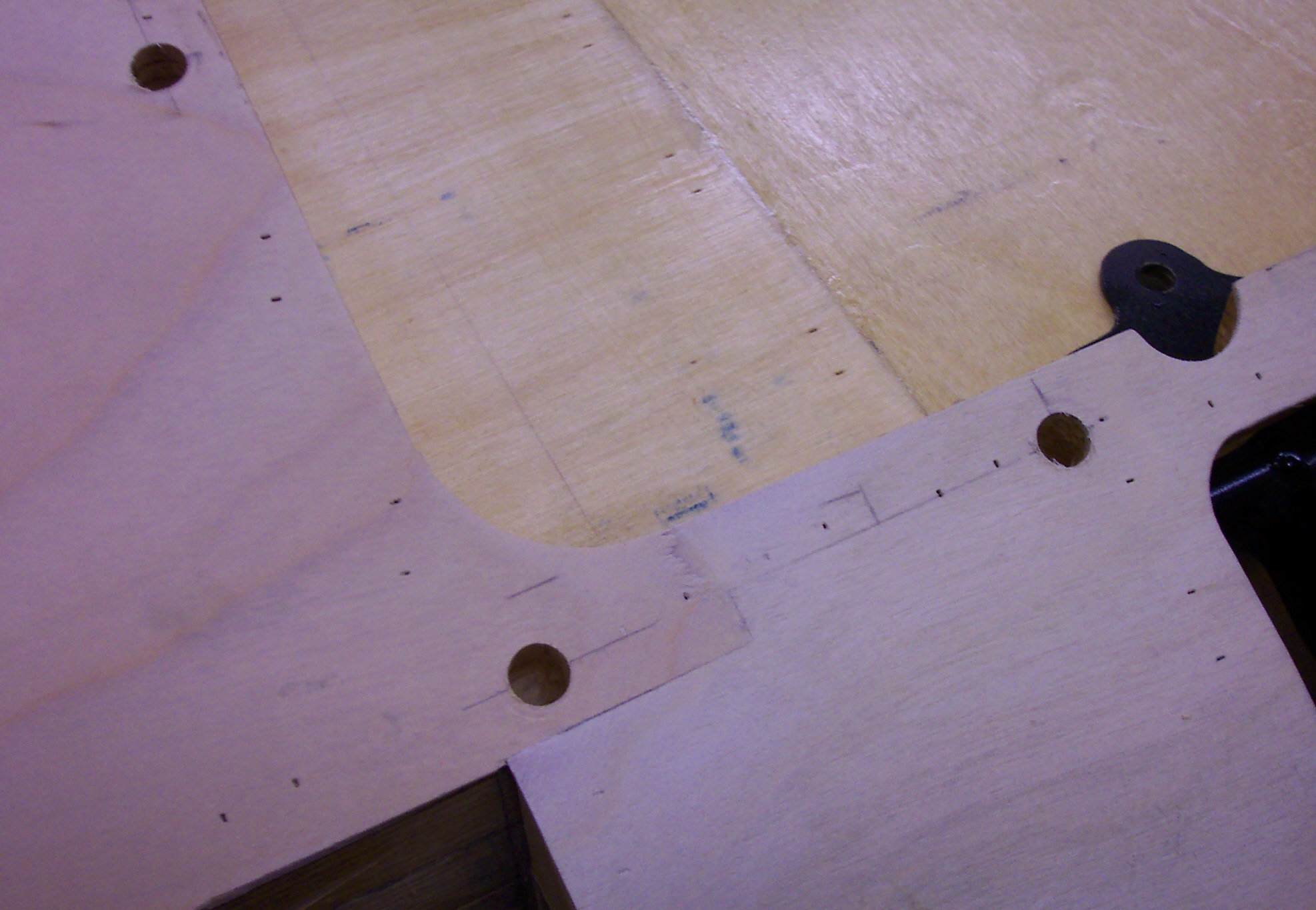
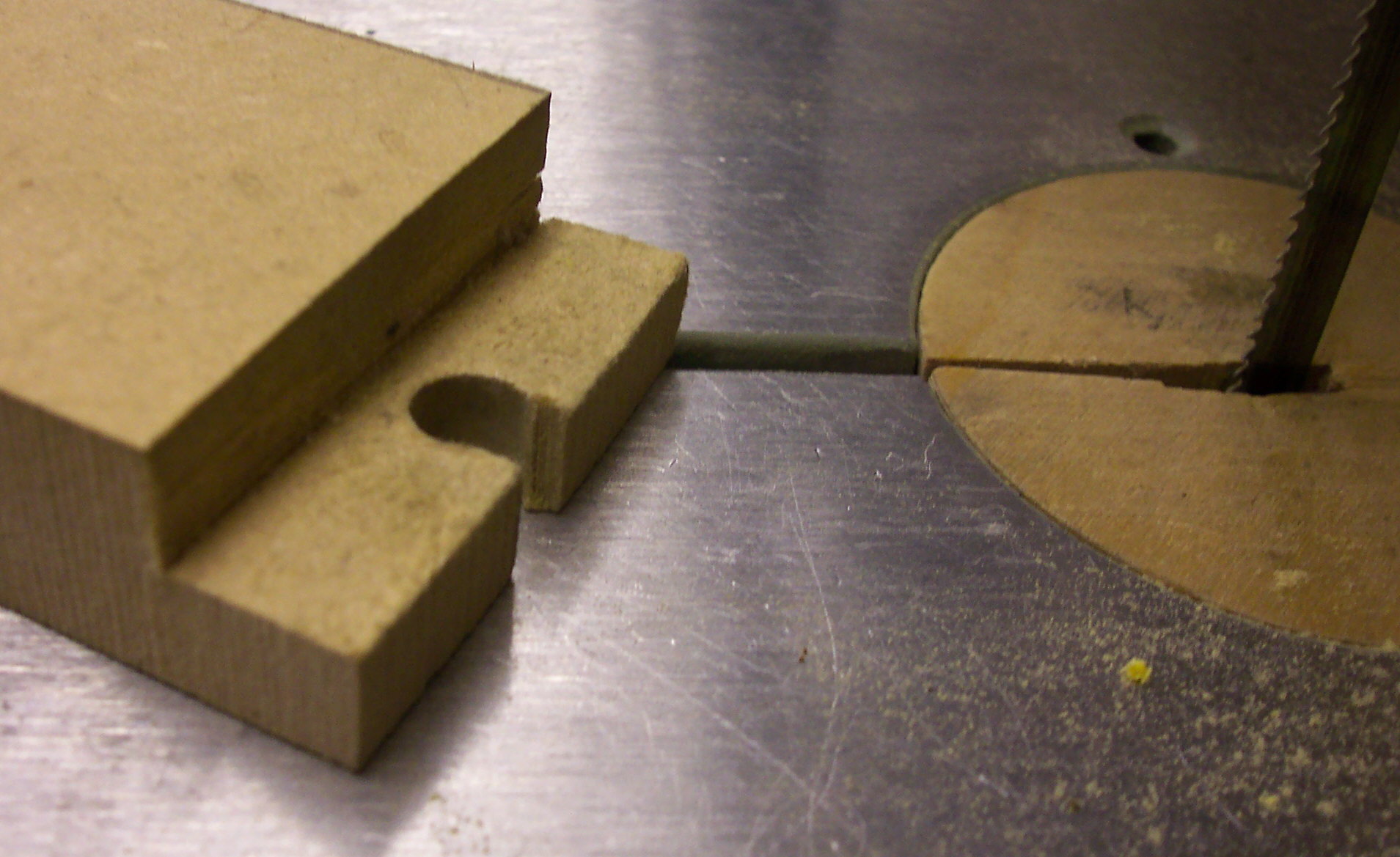
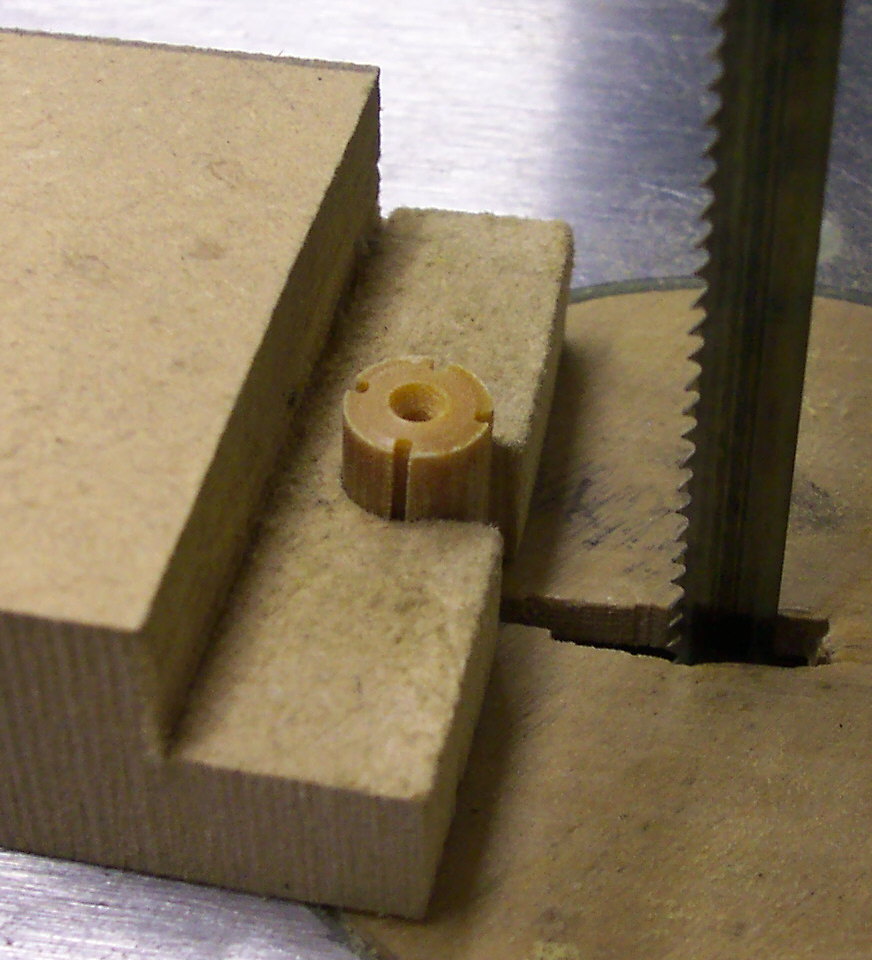
If the measurements are about right, and the amount of epoxy applied is somewhere near, you will be rewarded by the sight of four little jets of epoxy passing up the bandsaw cuts, ensuring the component will be well locked in. It is important of course, to ensure that the hole remains 'blind'. If you do break through inadvertently, masking tape and finger pressure at the right moment will save the day. The above may appear overly time consuming, but not so. Once you get into the swing of it things progress quite quickly and you end up with a far superior job than a self tapping screw into spruce and ply. DudsWhat is your suggested method for finding and aligning the holes again when fitting the aluminium? Good question. Pop a screw in a hole and draw a pair of parallel lines away from the edges of it, then put a mark at say 3" from the screw centre for reference is one way. In many instances a piece of tracing paper to make a pattern will suffice. See also: Hole Finder Great minds think alike! I used a very similar method for attaching the cowling to ERIW, except that I machined the nutserts from aluminium rod, pre tapped them and knurled the O.D. to give a key for the epoxy. I also made 'headed' nutserts, once again pre tapped and knurled on the shanks, for attaching items such as the battery and ignition coils to the fire-wall. These were glued in from the tank side and were of a length such that they were just below the surface on the engine side. This get over the problem having to get behind the fuel tank to fit nuts onto bolts. Ian Wasey |